

Pressemitteilungen
Das Kinder- und Jugendhospiz Mitteldeutschland in Tambach-Dietharz ist ein ganz besonderer Ort, fernab jeder Krankenhausatmosphäre. Mit viel Zeit, liebevoller Pflege und Hingabe ermöglichen es die Pflegekräfte und Pädagogen den Gastfamilien, neue Kraft vom oftmals zehrenden Pflegealltag zu schöpfen.
Als treuer Unterstützer des Kinder- und Jugendhospizes wissen wir, wie kostbar jeder gemeinsame Tag mit besonderen Momenten für die betroffenen Kinder und Jugendlichen sowie deren Eltern, Geschwister und Großeltern ist. Umso mehr hat sich die ICS GmbH auch zum Jahresende 2020 dazu entschieden, mit einer Spende an das Kinder- und Jugendhospiz Mitteldeutschland Familien mit todkranken Kindern zu unterstützen.
Im Norden Thüringens, in Roßleben an der Unstrut, findet man ein Unternehmen, das sich mit HightTec-Lösungen auf dem Gebiet von Robotic und Automation in Deutschland einen Namen gemacht hat die ICS GmbH.
Das Unternehmen versteht sich als Systemintegrator. Es entwickelt und realisiert für verschiedenste Kunden in unterschiedlichen Branchen Sondermaschinen und Fertigungsanlagen. Schwerpunkt der Tätigkeit sind dabei Konzipierung und Realisierung von robotergestützten Automationsprojekten bei kleinen und mittleren Betrieben. Insgesamt erstreckt sich der Kundenstamm von ICS vom Kleinstbetrieb bis zu global tätigen Unternehmen. Die ICS GmbH hat in vielen Branchen, wie der Automobil- und Automobilzulieferindustrie, der Kunststoffverarbeitung, dem Maschinenbau und weiteren verarbeitenden Branchen Automatisierungslösungen realisiert. Diese Lösungen reichen dabei von Schraubstationen, Prüfmaschinen, Handling-/Montageanlagen mit integrierter Bildverarbeitung, robotergestützte Montageanlagen bis zur Automatisierung von Spritzgussmaschinen.
Dabei entwickelt die ICS GmbH immer individuelle, auf den konkreten Anwendungsfall spezifizierte Anlagen und Maschinen. So auch für die Fashy GmbH, ein mittelständisches Unternehmen im nordthüringischen Wiehe, das jährlich über 2,5 Millionen Wärmflaschen in verschiedenen Farben und Designs produziert.
Eine roboterbasierte Weiterverarbeitung der dort im Spritzgussverfahren hergestellten Wärmflaschen galt bisher als sehr schwierig und fast unmöglich. Der Grund hierfür: das weiche, äußerst flexible Material der Produkte lässt sich nur sehr schwer in einen automatisierten Prozess beherrschen. Die ICS GmbH hat hier in Zusammenarbeit mit Kawasaki Robotics eine innovative Lösung gefunden. Kawasaki Robotics und die ICS GmbH sind mittlerweile ein gut eingespieltes Team. Die beiden Unternehmen haben in den letzten Jahren gemeinsam eine ganze Reihe von innovativen Automationslösungen, hauptsächlich für mittelständische Industrieunternehmen realisiert. Die vor einiger Zeit in Betrieb genommene Anlage bei der Fashy GmbH besteht aus 2 Spritzgussmaschinen, die mit je einem Kawasaki Roboter ausgerüstet sind.
Das modulare Konzept bietet die Möglichkeit Reichweite, Handhabungsgewicht oder die maximale Geschwindigkeit zu variieren um damit den Roboter ideal an den Produktionsprozess anzupassen. Integrierte Luft- und Elektrikanschlüsse am Oberarm erleichtern die Adaption und Inbetriebnahme.
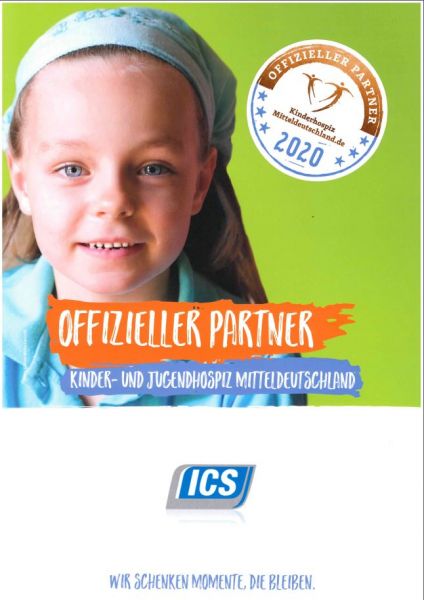
Zunächst entnehmen die beiden Roboter, die mit einem neuen intelligenten Greifersystem ausgerüstet sind, die im Spritzgussverfahren hergestellte Wärmflasche, die noch aus zwei Hälften besteht. Im nächsten Schritt werden alle Bestandteile zusammengefügt. Danach ist wieder der Kawasaki Roboter an der Reihe, der die fast fertige Wärmflasche übernimmt, den Überstand abreißt und dann das fertige Produkt auf ein Band legt, wo es der Endkontrolle zugeführt wird. Die Roboter sind so ausgelegt und in das Gesamtsystem eingebunden, dass an zwei Maschinen die Bestückung und die Entnahme der Wärmflaschen gleichzeitig durchgeführt werden kann. Alle Prozesse sind auch einzeln zu steuern und werden durch eine Kamera und
Sensoren überwacht.
Der Roboterkomplex arbeitet seit Inbetriebnahme kontinuierlich unter harten Produktionsbedingungen und demonstriert, dass Automatisierungsaufgaben, die vor kurzen noch als nicht realisierbar galten, heute erfolgreich umgesetzt werden können. Die umfangreichen Erfahrungen der ICS GmbH auf dem Gebiet der Automatisierung mit Industrierobotern, schlanke Strukturen im Unternehmen und die Konzentration der wichtigsten Gewerke im eigenen Haus, ermöglichen kurze Realisierungszeiten von 3 bis 4 Monaten. Die langjährigen Partnerschaften mit den Herstellern der Roboter und Forschungseinrichtungen sind dabei ein zusätzlicher Vorteil. Wir schätzen ein, daß die Robotik in den nächsten Jahren weiterhin einen Wachstumsmarkt darstellt. Mit dem kürzlich fertig gestellten Schulungs- und Anwendungszentrum in Roßleben, bietet die ICS GmbH die Möglichkeit Machbarkeitsuntersuchungen durchzuführen und an Robotik-Kursen teilzunehmen.
Ein wichtiges Entwicklungsgebiet für das Unternehmen stellt in Zukunft der Einsatz kollaborierender Robotersysteme dar. Solche Systeme sind auch für KMU interessant, da aufgrund der demografischen Entwicklung Arbeitskräfte fehlen werden und stupide, schmutzige und eintönige Arbeiten durch Roboter leicht ausgeführt werden können. Die ICS GmbH möchte in seinem Schulungs- und Anwendungszentrum diese Technologie vielen interessierten Firmen zugänglich machen.
Heiko Lange
Geschäftsführer ICS GmbH
www.ics-id.de
Quelle: http://ingenieurnachrichten.de/index.php/ingenieur-nachrichten-ausgabe-52016/
Der Griff zur Sonnenblende
Er darf auf der Beifahrerseite nicht fehlen: der Schminkspiegel an der Sonnenblende. Seiner Bedeutung wird man sich eigentlich erst bewusst, wenn er in der serienmäßigen Ausstattung eines Neuwagens nicht enthalten ist. Automobilforen im Netz sind voll von T ipps und Tricks, wie er kostengünstig nachzurüsten ist. Für einen großen Automobilzulieferer, der viele der wichtigsten deutschen Fahrzeughersteller mit Interieur-Teilen beliefert, hat der Automationsspezialist ICS eine umfangreiche Rundtisch-Montageanlage entwickelt und gebaut. Auf ihr können jährlich mehr als eine Million solcher Sonnenblenden mit integriertem Schminkspiegel montiert werden, die für den Einbau in hochwertigen Oberklasse-Pkws vorgesehen sind.
Anschmiegsame Sauger
Auf Station 1 wird mit einem Linearportal zunächst das Kunststoff-Grundmodul in eine Negativ-Form eingesetzt. Zur Handhabung wird dabei wie bei fast allen Handhabungsaufga ben eine Komponente der Zimmer Group eingesetzt, in diesem Fall eine Vakuum-Handhabungskomponente des Typs SM, die aus widerstandsfähigem Nitrilkautschuk gefertigt ist. Die Sauger bestehen aus einem Flachsaug-Gummi mit Venturidüse, die es ermöglicht, Werkstücke mit Unterdruck zu halten, ohne eine Vakuumpumpe installieren zu müssen. Durch das weiche Material schmiegen sich die Sauger an jede Kontur an und machen es dadurch möglich, flache oder unregelmäßig geformte Werkstücke sicher und ohne Beschädigung zu handhaben.
Die Sauger sind für die Zimmer Group keine Zukaufteile, sondern werden bei der Zimmer Kunststofftechnik in der hauseigenen Spritzgießfertigung hergestellt. Dabei handelt es sich nicht um Serien-Spritzguss, denn jeder Sauger wird in Einzel formen gepresst und ist daher ein Unikat. Die Sauger werden zudem individuell auf ihre Qualität geprüft und entsprechen daher garantiert den höchsten Standards. Die hochwertigen Sauggreifer werden auch auf dem Linearportal von Station 2 eingesetzt, diesmal, um das Spiegelglas in das Grundmodul einzulegen. Auf Station 3 wird die rückwärtige Abdeckung für das Spiegelglas zugeführt und mit einem Sauggreifer auf dem Grundmodul positioniert. Auf den Stationen 4 und 5 werden Grundmodul und Abdeckplatte im Ultraschallverfahren so miteinander verschweißt, dass das Spiegelglas dauerhaft i11; Grundmodul fixiert ist und keine Rüttelgeräusche verursachen kann. Auf Station 6 wird nun der Abschlussdeckel zugeführt und positioniert, so dass auf Station 7 das verschweißte und fertig montierte Bauteil auf dem Grundmodul positioniert werden kann. Auf den Stationen 8 und 9 erfolgt die Montage der Bolzen und Klammern. Sie halten Grundmodul und Abschlussdeckel zusammen und ermöglichen gleichzeitig das Aufklappen der Spiegelabdeckung. Vor der Montage werden die Kleinteile, die als Schüttgut angeliefert werden, zunächst über zwei Vibrationsförderer vereinzelt. Sie werden mit zwei Parallelgreifern des Typs MGP803N von Sommer-Automatie aufgenommen, einer Marke der Zimmer Group. Diese Greiferserie ist laut Hersteller nicht nur 29 Prozent leistungsstärker als Vergleichspro dukte und bietet 48 Prozent längere Greiferbacken, sondern könne auch noch mit dem marktbesten Preis- Leistungs -Verhältnis aufwarten. Die hohe Kräfte- und Momentenaufnahme der M-Serie ermöglicht den flexiblen Einsatz bei höchster Dynamik - und zwar mit einer garantierten Wartungsfreiheit von bis zu zehn Millionen Greifzyklen.
Zur Montage der Gelenkbolzen werden zusätzlich zwei Knie hebelgreifer der Baureihe GK35NC-B von Sommer- Automatie eingesetzt. Diese Kniehebelgreifer sind überall dort in ihrem Element, wo große Greifkräfte oder sehr lange Greiffinger benötigt werden. Sie bringen die erforderlichen Kräfte auf, um die Bolzen so festzuhalten, dass sie von einem Arbeitszylinder in ihre Bohrungen eingepresst werden können und der Abschlussdeckel anschließend beweglich im Grundmodul verankert ist und aufgeklappt werden kann.
An Station 10 übernimmt ein Sechsachsroboter von Kuka mit zwei Parallelgreifern des Typs MGP803N das fertige Bauteil und führt es an einer Laserstation vorbei, in der Identifikationsdaten wie Seriennummer, Produktionsdatum oder Werker-lD aufgebracht werden. Ist das Werkstück in Ordnung, wird es vom Roboter auf einem Transportband abgelegt, auf dem die fertigen Spiegeleinheiten schließlich ausgeschleust werden. ,,Wir verwenden in unseren Anlage vorzugsweise Handhabungskomponenten der Zimmer Group", erklärt Roland Marschall, der zuständige Projektleiter bei ICS. ,,Mit diesen Greifern können wir unseren Kunden zuverlässige Anlagen liefern, auf die im Produktionsalltag jederzeit Verlass ist."
Vakuum -Handhabungskomponenten
Zimmer, www.zimmer-group.de
Montageautomation
ICS Industriedienstleistungen, www.ics-id.de
Montageautomation braucht zuverlässige Handhabungskomponenten
In seinen Montageanlagen verwendet der Automationsspezialist ICS vorzugsweise Handhabungskomponenten von der Zimmer Group – weil das Unternehmen seinen Kunden höchste Zuverlässigkeit bieten muss.
Die ICS GmbH aus dem thüringischen Roßleben hat sich auf Automatisierungstechnik spezialisiert und entwickelt für ihre Kunden aus der Industrie neben ausgefeilten Montagezellen auch Lösungen für Handling- und Palettieraufgaben, hochentwickelte Anlagen für die Laser-Schneidtechnik sowie robotergestützte Pulverbeschichtungsanlagen.
Für einen großen Automobilzulieferer, der viele der wichtigsten deutschen Fahrzeughersteller mit Interieurteilen beliefert, hat ICS eine umfangreiche Rundtisch-Montageanlage entwickelt und gebaut. Auf ihr können jährlich mehr als eine Million Sonnenblenden mit integriertem Schminkspiegel montiert werden, die für den Einbau in hochwertigen Oberklasse-PKWs vorgesehen sind.

Bild 1: Die Anlage (hier im Probelauf) basiert auf einen Rundschalttisch mit zehn Arbeitsstationen
Vakuum-Handhabungskomponenten für das sanfte Handling
Auf Station1 wird mit einem Linearportal zunächst das Kunststoff-Grundmodul in eine Negativ-Form eingesetzt. Zur Handhabung wird dabei wie bei praktisch allen Handhabungsaufgaben eine Komponente von der Zimmer Group eingesetzt, in diesem Fall eine Vakuum-Handhabungskomponente des Typs SM, die aus einem widerstandsfähigen Nitrilkautschuk gefertigt ist. Die Sauger bestehen aus einem Flachsaug-Gummi mit Venturidüse, die es ermöglicht, Werkstücke mit Unterdruck zu halten, ohne eine Vakuumpumpe installieren zu müssen. Durch das weiche Material schmiegen sich die Sauger sich an jede Kontur an und machen es dadurch möglich, flache oder unregelmäßig geformte Werkstücke sicher und ohne Beschädigung der Oberfläche zu handhaben.
Die Sauger sind für die Zimmer Group keine Zukaufteile, sondern werden bei der Zimmer Kunststofftechnik in der hauseigenen Spritzgießfertigung hergestellt. Dabei handelt es sich nicht um Serien-Spritzguss, denn jeder Sauger wird in Einzelformen gepresst und ist daher ein Unikat. Die Sauger werden zudem individuell auf ihre Qualität geprüft und entsprechend daher garantiert den höchsten Standards – wie übrigens alle Komponenten aus dem neuen Handhabungstechnik-Katalog der Zimmer Group, mit dem nahezu alle Vakuum-Aufgaben abgedeckt werden können.
Die hochwertigen Sauggreifer werden auch auf dem Linearportal von Station 2 eingesetzt, diesmal um das Spiegelglas in das Grundmodul einzulegen.
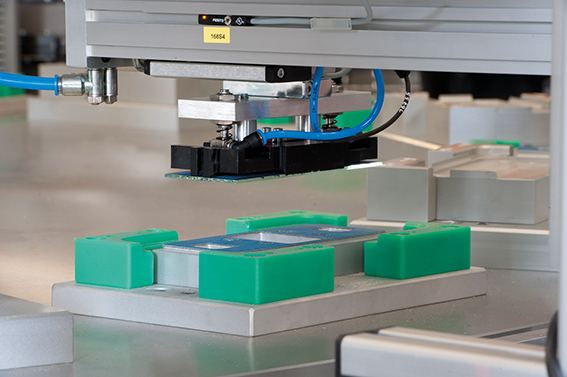
Bild 2: Das Spiegelglas wird in das Grundmodul eingelegt
Auf Station 3 wird die rückwärtige Abdeckung für das Spiegelglas zugeführt und mit einem Sauggreifer auf dem Grundmodul positioniert.

Bild 3: Die rückwärtige Abdeckung wird aufgelegt
Auf den Station 4 und 5 werden Grundmodul und Abdeckplatte im Ultraschallverfahren so miteinander verschweißt, dass das Spiegelglas dauerhaft im Grundmodul fixiert ist und keine Rüttelgeräusche verursachen kann. Auf Station 6 wird nun der Abschlussdeckel zugeführt und positioniert, so dass auf Station 7 das verschweißte und fertig montierte Bauteil auf dem Grundmodul positioniert werden kann.
Kniehebelgreifer liefert Haltekraft für Bolzenmontage
Auf den Stationen 8 und 9 erfolgt die Montage der Bolzen und Klammern. Sie halten Grundmodul und Abschlussdeckel zusammen und ermöglichen gleichzeitig das Aufklappen der Spiegelabdeckung. Vor der Montage werden die Kleinteile, die als Schüttgut angeliefert werden, zunächst über zwei Vibrationsförderer vereinzelt. Sie werden mit zwei Parallelgreifern des Typs MGP803N von Sommer-automatic aufgenommen, einer Marke der Zimmer Group. Diese Greiferserie ist nicht nur 29% leistungsstärker als Vergleichsprodukte und bietet 48% längere Greiferbacken, sondern kann auch noch mit dem marktbesten Preis-Leistungsverhältnis aufwarten. Die hohe Kräfte- und Momentenaufnahme der M-Serie ermöglicht den flexiblen Einsatz bei höchster Dynamik - und zwar mit einer garantierten Wartungsfreiheit von bis zu 10 Millionen Greifzyklen.

Bild 4: Ein Parallelgreifer des Typs MGP803N handhabt einen Gelenkbolzen
Zur Montage der Gelenkbolzen werden zusätzlich zwei Kniehebelgreifer der Baureihe GK35NC-B von Sommer-automatic eingesetzt. Diese Kniehebelgreifer, die sich als Spezialität ausschließlich im Portfolio der Zimmer-Group finden, sind überall dort in ihrem Element, wo große Greifkräfte oder sehr lange Greiffinger benötigt werden. Sie bringen die erforderlichen Kräfte auf, um die Bolzen so festzuhalten, dass sie von einem Arbeitszylinder in ihre Bohrungen eingepresst werden können und der Abschlussdeckel anschließend beweglich im Grundmodul verankert ist und aufgeklappt werden kann.
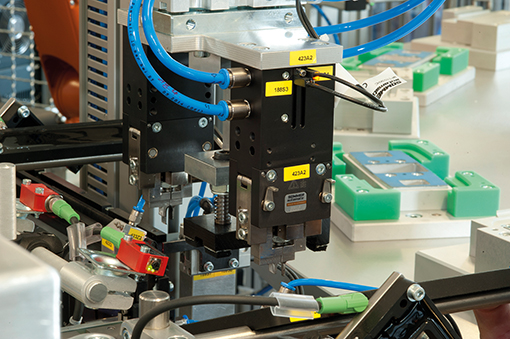
Bild 5: Kniehelbelgreifer wie dieser GK35NC-B bringen die Kräfte auf, die bei der Bolzenmontage benötigt werden
An Station 10 übernimmt schießlich ein Sechsachsroboter von KUKA mit zwei Parallelgreifern des Typs MGP803N das fertige Bauteil und führt es an einer Laserstation vorbei, in der Identifikationdaten wie Seriennummer, Produktionsdatum oder Werker-ID aufgebracht werden.
Abschließend werden die Werkstücke in eine Kontrollvorrichtung eingelegt, in der zur Qualitätssicherung noch einmal alle wichtigen Parameter überprüft werden.
Ist das Werkstück i.O., wird es vom Roboter wieder aufgenommen und auf einem Transportband abgelegt, auf dem die fertig montierten Spiegeleinheiten schließlich aus der Roboterzelle ausgeschleust werden.
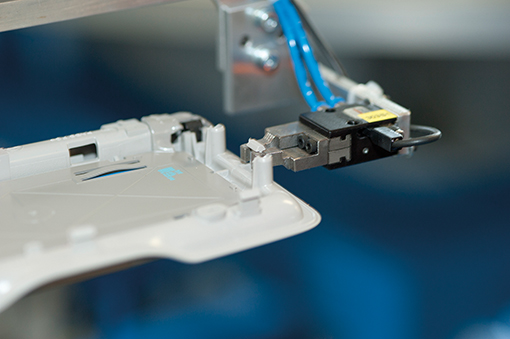
Bild 6: Mit zwei Parallelgreifern des Typs MGP803N führt der Roboter das fertige Bauteil an einer Laserstation vorbei 5203
„Wir verwenden in unseren Anlage vorzugsweise Handhabungskomponenten von der Zimmer Group“, sagt Roland Marschall, der zuständige Projektleiter. „Wir haben mit der Zuverlässigkeit und Qualität dieser Handhabungskomponenten seit vielen Jahren nur die besten Erfahrungen gemacht. Mit den Greifern der Zimmer Group können wir unseren Kunden zuverlässige Anlagen liefern, auf die im Produktionsalltag jederzeit Verlass ist.“
Zum Unternehmen:
Die Zimmer Group wurde 1980 durch die Brüder Martin und Günther Zimmer in Rheinau gegründet. Das Unternehmen, das mittlerweile mehr als 780 Mitarbeiter beschäftigt und einen Jahresumsatz von rund 94 Millionen Euro verzeichnen kann, hat seine über Jahrzehnte gewachsenen Kompetenzen in sechs schlagkräftigen Technologiebereichen gebündelt: Handhabungstechnik, Dämpfungstechnik, Lineartechnik, Verfahrenstechnik, Werkzeugtechnik und Maschinentechnik.
In diesen Technologiebereichen entstehen Produkte mit technologischem Führungsanspruch, die weltweit unter den etablierten Markennamen Benz, Zimmer und Sommer-automatic vertrieben werden.